























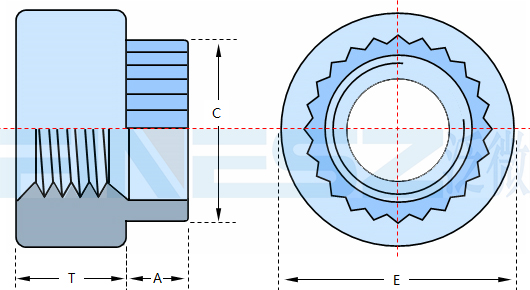
涨铆螺母,外形呈圆柱状,是专用于钣金铆接的一种紧固件。通过涨铆的方式铆接在薄板上,形成一个有效固定的内螺纹。涨铆螺母有两种外形: 另一种为圆柱状并增加了铆接口的花齿,用Z ZS表示;一种六角形,用NZ NZS表示。由于涨铆螺母并不对板孔造成挤压变形,仅通过自身翻边固定于带倒角的板孔,故涨铆螺母对于板材的硬度及有板材的可塑性没有特定要求,这无疑是压铆螺母面对不匹配板材的优秀备选方案之一。
圆形涨铆螺母Z ZS标准
图纸:
规格尺寸表(MM):
| 螺纹*螺距 | 型号TYPE | 螺纹代码 | 规格代号 | A | 最小板厚 | 板孔径 | C | E | T | |
| 钢 | 不锈钢 | ±0.1 | +0.08 | Max | ±0.25 | ±0.25 | ||||
| M3*0.5 | Z | ZS | M3 | 1.0 | 1.0 | 1.0 | 5 | 4.98 | 7 | 3 |
| 1.2 | 1.2 | 1.2 | ||||||||
| 1.5 | 1.5 | 1.5 | ||||||||
| 1.7 | 1.7 | 1.7 | ||||||||
| 2 | 2 | 2 | ||||||||
| 2.2 | 2.2 | 2.2 | ||||||||
| 2.5 | 2.5 | 2.5 | ||||||||
| M4*0.7 | Z | ZS | M4 | 1.0 | 1.0 | 1.0 | 6 | 5.98 | 8 | 4 |
| 1.2 | 1.2 | 1.2 | ||||||||
| 1.5 | 1.5 | 1.5 | ||||||||
| 1.7 | 1.7 | 1.7 | ||||||||
| 2 | 2 | 2 | ||||||||
| 2.2 | 2.2 | 2.2 | ||||||||
| 2.5 | 2.5 | 2.5 | ||||||||
| 3 | 3 | 3 | ||||||||
| M5*0.8 | Z | ZS | M5 | 1.0 | 1.0 | 1.0 | 8 | 7.95 | 10 | 5 |
| 1.2 | 1.2 | 1.2 | ||||||||
| 1.5 | 1.5 | 1.5 | ||||||||
| 1.7 | 1.7 | 1.7 | ||||||||
| 2 | 2 | 2 | ||||||||
| 2.2 | 2.2 | 2.2 | ||||||||
| 2.5 | 2.5 | 2.5 | ||||||||
| 3 | 3 | 3 | ||||||||
| M6*1 | Z | ZS | M6 | 1.2 | 1.2 | 1.2 | 9 | 8.98 | 11 | 6 |
| 1.5 | 1.5 | 1.5 | ||||||||
| 1.7 | 1.7 | 1.7 | ||||||||
| 2 | 2 | 2 | ||||||||
| 2.5 | 2.5 | 2.5 | ||||||||
| 3 | 3 | 3 | ||||||||
| 3.5 | 3.5 | 3.5 | ||||||||
| M8*1.25 | Z | ZS | M8 | 1.5 | 1.5 | 1.5 | 11 | 10.98 | 13 | 6 |
| 2 | 2 | 2 | ||||||||
| 2 | 2 | 2 | ||||||||
| 3 | 3 | 3 | ||||||||
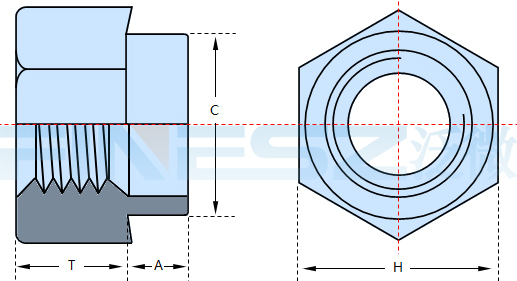
六角涨铆螺母NZ NZS标准
图纸:
规格尺寸表(MM):
| 螺纹*螺距 | 型号TYPE | 螺纹代码 | 规格代号 | A | 最小板厚 | 板孔径 | C | H | T | |
| 碳钢 | 不锈钢 | ±0.1 | +0.08 | Max | ±0.25 | ±0.25 | ||||
| M3*0.5 | NZ | NZS | M3 | 1.5 | 1.5 | 1.5 | 5 | 4.98 | 6 | 3 |
| 2 | 2 | 2 | ||||||||
| M4*0.7 | NZ | NZS | M4 | 1.5 | 1.5 | 1.5 | 6 | 5.98 | 7 | 4 |
| 2 | 2 | 2 | ||||||||
| 3 | 3 | 3 | ||||||||
| M5*0.8 | NZ | NZS | M5 | 2 | 2 | 2 | 8 | 7.95 | 9 | 5 |
| 3 | 3 | 3 | ||||||||
| 4 | 4 | 4 | ||||||||
| M6*1 | NZ | NZS | M6 | 2 | 2 | 2 | 9 | 8.98 | 10 | 6 |
| 2.5 | 2.5 | 2.5 | ||||||||
| 3 | 3 | 3 | ||||||||
| 4 | 4 | 4 | ||||||||
| 5 | 5 | 5 | ||||||||
| 6 | 6 | 6 | ||||||||
| M8*1.25 | NZ | NZS | M8 | 3 | 3 | 3 | 11 | 10.98 | 12.7 | 6 |
| 4 | 4 | 4 | ||||||||
| 5 | 5 | 5 | ||||||||
| 6 | 6 | 6 | ||||||||
安装方法
1、在薄板上冲好相对应的安装孔,并加工出合适的倒角。;
2、将压铆螺母放入带有凹槽的底座中;
3、将薄板开孔对准压铆螺母放好;
4、调好压铆参数,均匀下压,并延时0.5秒消除应力回弹,保证薄板表面铆接平整。如下图所示
产品展示


