压铆螺母的原理、分类

压铆螺母应用于薄板或钣金上,外形呈圆形,铆接面带有压花齿及导向槽。其原理是通过花齿压入钣金的预置孔位,通过压力使压铆螺母的花齿挤入板内使预置孔的的周边产生塑性变形,变形物被挤入导向槽(如本页下方的安装视频所示),从而产生锁紧的效果,表现出优异的防推出力和扭出力。
不同于焊接螺母粗糙的点焊工艺、不同于拉铆螺母低效的安装工艺,压铆螺母在薄板铆接场景下具有高效、精密、稳定的特点。

压铆螺母为安装内螺纹到精密的金属板材产品提供了简单的方法,起到可靠的固定作用,小页精巧的螺母,使板材一边嵌平加工完美,安装时,只需将铆螺母放入金属板的孔中,以压力完成镶嵌紧固功能。 同时其又具有以下优点:
1、板材背面保持完全嵌平;
2、小而精巧,广泛应用于精密电子电器产品或精密设备;
3、高抗扭矩阻力;
4、装备方便,只需要压铆;
5、规格系列化,能满足多种设计要求.
压铆螺母从材质上分为4类,分别是:
S系列,由碳钢(硼钢)10B21制成,具体较高的强度,适用于大部分场景;
CLS系列,由304不锈钢制成,具有防锈性能,适用于铝板铜板等;
CLS316系列,由316不锈钢制成,具本更高的防锈性能,适用于铝板铜板等;
SP系列,由400系列不锈铁制成,具有较高的硬度及一定的防锈性能,适用于不锈钢板;
铝及铜材质制成的压铆螺母应用很少,忽略。
压铆螺母的规格尺寸标准(PDF下载)
图纸:
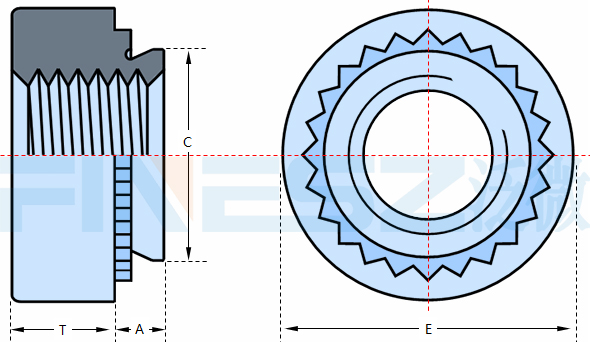
公制规格表(单位MM):
| 螺纹*牙距 | 型号TYPE | 螺纹 尺寸 |
规格 代号 |
A Max |
最小 板厚 |
板孔径 +0.08 |
C -0.13 |
E ±0.25 |
T ±0.1 |
最小 边距 |
||
| 碳钢 | 不锈钢 | 不锈铁 | ||||||||||
| M2*0.4 | S | CLS | SP | M2 | 00 | 0.57 | 0.6 | 4.22 | 4.2 | 6.35 | 1.5 | 4.8 |
| 0 | 0.77 | 0.8 | ||||||||||
| 1 | 0.97 | 1 | ||||||||||
| 2 | 1.38 | 1.4 | ||||||||||
| 3 | 1.95 | 2 | ||||||||||
| M2.5*0.45 | S | CLS | SP | M2.5 | 00 | 0.57 | 0.6 | 4.22 | 4.2 | 6.35 | 1.5 | 4.8 |
| 0 | 0.77 | 0.8 | ||||||||||
| 1 | 0.97 | 1 | ||||||||||
| 2 | 1.38 | 1.4 | ||||||||||
| 3 | 1.95 | 2 | ||||||||||
| M3*0.5 | S | CLS | SP | M3 | 00 | 0.57 | 0.6 | 4.22 | 4.2 | 6.35 | 1.5 | 4.8 |
| 0 | 0.77 | 0.8 | ||||||||||
| 1 | 0.97 | 1 | ||||||||||
| 2 | 1.38 | 1.4 | ||||||||||
| 3 | 1.95 | 2 | ||||||||||
| M3.5*0.6 | S | CLS | SP | M3.5 | 00 | 0.57 | 0.6 | 4.75 | 4.73 | 7.11 | 1.5 | 5.6 |
| 0 | 0.77 | 0.8 | ||||||||||
| 1 | 0.97 | 1 | ||||||||||
| 2 | 1.38 | 1.4 | ||||||||||
| 3 | 1.95 | 2 | ||||||||||
| M4*0.7 | S | CLS | SP | M4 | 00 | 0.57 | 0.6 | 5.41 | 5.38 | 7.87 | 2 | 6.9 |
| 0 | 0.77 | 0.8 | ||||||||||
| 1 | 0.97 | 1 | ||||||||||
| 2 | 1.38 | 1.4 | ||||||||||
| 3 | 1.95 | 2 | ||||||||||
| M5*0.8 | S | CLS | SP | M5 | 00 | 0.57 | 0.6 | 6.35 | 6.33 | 8.64 | 2 | 7.1 |
| 0 | 0.77 | 0.8 | ||||||||||
| 1 | 0.97 | 1 | ||||||||||
| 2 | 1.38 | 1.4 | ||||||||||
| 3 | 1.95 | 2 | ||||||||||
| M6*1 | S | CLS | SP | M6 | 000 | 0.77 | 0.8 | 8.75 | 8.73 | 11.18 | 4.08 | 8.6 |
| 00 | 0.89 | 0.92 | ||||||||||
| 0 | 1.15 | 1.2 | ||||||||||
| 1 | 1.38 | 1.4 | ||||||||||
| 1.9mm | 1.9 | 1.95 | ||||||||||
| 2 | 2.21 | 2.3 | ||||||||||
| 3 | 2.95 | 3 | ||||||||||
| M8*1.25 | S | CLS | SP | M8 | 00 | 0.97 | 1 | 10.5 | 10.47 | 12.7 | 5.47 | 9.7 |
| 0 | 1.15 | 1.2 | ||||||||||
| 1 | 1.38 | 1.4 | ||||||||||
| 2 | 2.21 | 2.3 | ||||||||||
| 3 | 2.95 | 3 | ||||||||||
| M10*1.5 | S | CLS | SP | M10 | 00 | 1.15 | 1.2 | 14 | 13.97 | 17.35 | 7.48 | 13.5 |
| 0 | 1.6 | 1.7 | ||||||||||
| 1 | 2.21 | 2.3 | ||||||||||
| 2 | 3.05 | 3.18 | ||||||||||
| M12*1.75 | S | / | / | M12 | 00 | 1.57 | 1.6 | 17 | 16.98 | 20.57 | 8.5 | 16 |
| 0 | 2.21 | 2.3 | ||||||||||
| 1 | 3.05 | 3.18 | ||||||||||
| 2 | 5.65 | 5.8 | ||||||||||
压铆螺母美制规格表(单位英寸):
| 螺纹尺寸 | 型号TYPE | 螺纹 尺寸 |
规格代号 | A Max |
最小 板厚 |
板孔径 +.003 |
C -.004 |
E ±.01 |
T ±.004 |
最小 边距 |
||
| 碳钢 | 不锈钢 | 不锈铁 | ||||||||||
| .086-56 (#2-56) |
S | CLS | SP | 256 | 0 | .030 | .030 | .166 | .165 | .250 | .070 | .19 |
| 1 | .038 | .040 | ||||||||||
| 2 | .054 | .056 | ||||||||||
| .099-48 (#3-48) |
S | CLS | SP | 348 | 0 | .030 | .030 | .166 | .165 | .250 | .070 | .19 |
| 1 | .038 | .040 | ||||||||||
| 2 | .054 | .056 | ||||||||||
| .112-40 (#4-40) |
S | CLS | SP | 440 | 0 | .030 | .030 | .166 | .165 | .250 | .070 | .19 |
| 1 | .038 | .040 | ||||||||||
| 2 | .054 | .056 | ||||||||||
| 3 | .087 | .091 | ||||||||||
| .138-32 (#6-32) |
S | CLS | SP | 632 | 0 | .030 | .030 | .1875 | .187 | .275 | .070 | .22 |
| 1 | .038 | .040 | ||||||||||
| 2 | .054 | .056 | ||||||||||
| 3 | .087 | .091 | ||||||||||
| .164-32 (#8-32) |
S | CLS | SP | 832 | 0 | .030 | .030 | .213 | .212 | .315 | .090 | .27 |
| 1 | .038 | .040 | ||||||||||
| 2 | .054 | .056 | ||||||||||
| 3 | .087 | .091 | ||||||||||
| .190-24 (#10-24) |
S | CLS | SP | 024 | 0 | .030 | .030 | .250 | .249 | .340 | .090 | .28 |
| 1 | .038 | .040 | ||||||||||
| 2 | .054 | .056 | ||||||||||
| 3 | .087 | .091 | ||||||||||
| .190-32 (#10-32) |
S | CLS | SP | 032 | 0 | .030 | .030 | .250 | .249 | .340 | .090 | .28 |
| 1 | .038 | .040 | ||||||||||
| 2 | .054 | .056 | ||||||||||
| 3 | .087 | .091 | ||||||||||
| .216-24 (#12-24) |
S | CLS | SP | 1224 | 1 | .038 | .040 | .277 | .276 | .374 | .130 | .31 |
| 2 | .054 | .056 | ||||||||||
| 3 | .087 | .091 | ||||||||||
| .250-20 (1/4-20) |
S | CLS | SP | 0420 | 0 | .045 | .047 | .344 | .343 | .433 | .170 | .34 |
| 1 | .054 | .056 | ||||||||||
| 2 | .087 | .091 | ||||||||||
| 3 | .120 | .125 | ||||||||||
| .313-18 (5/16-18) |
S | CLS | SP | 0518 | 1 | .054 | .056 | .413 | .412 | .500 | .230 | .38 |
| 2 | .087 | .091 | ||||||||||
| 3 | .120 | .125 | ||||||||||
| .313-24 (5/16-24) |
S | CLS | SP | 0524 | 1 | .054 | .056 | .413 | .412 | .500 | .230 | .38 |
| 2 | .087 | .091 | ||||||||||
| 3 | .120 | .125 | ||||||||||
| .375-16 (3/8-16) |
S | CLS | SP | 0616 | 1 | .087 | .091 | .500 | .499 | .550 | .270 | .44 |
| 2 | .120 | .125 | ||||||||||
| 3 | .235 | .250 | ||||||||||
| .375-24 (3/8-24) |
S | CLS | SP | 0624 | 1 | .087 | .091 | .500 | .499 | .550 | .270 | .44 |
| 2 | .120 | .125 | ||||||||||
| 3 | .235 | .250 | ||||||||||
| .500-13 (1/2-13) |
S | CLS | SP | 0813 | 1 | .120 | .125 | .656 | .655 | .810 | .360 | .63 |
| 2 | .235 | .250 | ||||||||||
| .500-20 (1/2-20) |
S | CLS | SP | 0820 | 1 | .120 | .125 | .656 | .655 | .810 | .360 | .63 |
| 2 | .235 | .250 | ||||||||||
压铆螺母型号表示方法
示例1:S-M5-1 ZU
S:类型代号,代表碳钢(默认10B21)压铆螺母
M5:螺纹代号,代表M5*0.8标准螺纹
1:规格代号,代表A=0.97mm,即对应1.0mm板厚
ZU:电镀代号,代表兰锌。
示例2:CLS-M6-2
CLS:类型代号,代表不锈钢(默认304)压铆螺母
M6:螺纹代号,代表M6*1.0标准螺纹
无电镀代号,默认本色
示例3:CLS316-M6-2
CLS316:类型代号,代表不锈钢316压铆螺母
示例4:SP-032-1
SP:类型代号,代表不锈铁(400)压铆螺母
032:螺纹代号,代表美制螺纹10#-32
压铆螺母安装与使用方法、注意事项
安装示意图:
无论人工或自动化安装,采用正确的压铆方法对于螺母的可靠性非常重要。所有安装参数在受控范围,这些参数包含:板的材质与硬度、板孔径、板厚、边距;安装设备、安装方向、下模尺寸、安装力;螺母一致性等。
一些常见压铆螺母脱落、性能异常的表现方式:
1,硬度过高的冷板会使螺母安装不到位或螺母本身变形;
2,不锈钢板不适用于CLS类不锈钢螺母;
3,冲床安装的压铆螺母测试性能值波动较大且下限超差;
4,压机直接铆压螺母会使板不平或让料;
5,过大的板孔会导致变形量填充不足;过小的边距使板孔让料;
6,下模深度正好对齐螺母柱面,否则压铆不到位产生间隙或使板材形变;
7,螺母安装方向为冲压板的断面;
8,CLS类螺母在使用中偶表现出(不锈钢)螺丝断裂、螺纹滑牙、螺丝拧不进等,常实为锁死,需从锁死方向解决;
技术要求
各型号压铆螺母所采用的材质化学成分,及其热处理方式、硬度,首选表面处理及适用的薄板材料:
| 型号 | 材质/成分 | 热处理 | 硬度 | 表面处理 | 适用薄板 |
| S | 10B21 | 调质淬火 | HRC32-38 | 蓝白锌 ② | 小于HRB80的冷板,铜、铝、PCB板 |
| CLS | SUS304 | 不热处理 | HV300-360 ① | 洗光本色 | 小于HRB70的冷板,铜、铝、PCB板 |
| CLS316 | SUS316 | 不热处理 | HV300-360 ① | 洗光本色 | 小于HRB70的冷板,铜、铝、PCB板 |
| SP | SUS410 | 真空淬火 | HRC40-50 | 钝化封闭 | 小于HRB90的不锈钢板,冷板 |
①304 316不锈钢原始硬度HV200左右,经冷锻加工后硬度有所增加,该数据仅反应表面维氏硬度,螺母芯部约HV200-245左右。
②S型螺母默认(首选)表面处理为蓝白锌,其它表面处理(如热处理后本色、镀锌镍合金、镀镍等)也较为常用,具体请咨询。
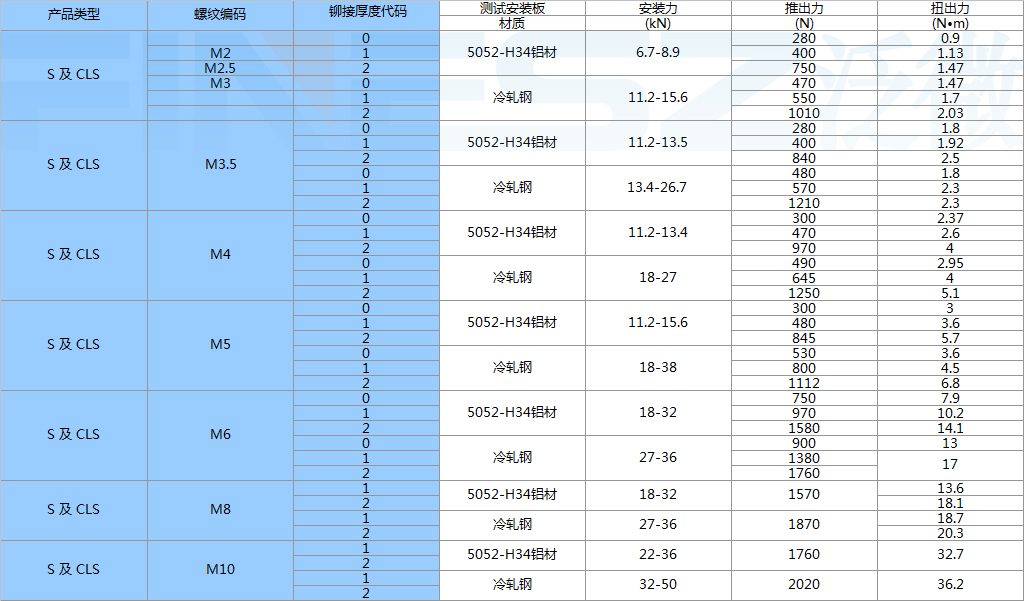
压铆螺母性能参数
采用正确的合理的方法安装完成后,压铆螺母应满足以下力学性能参数:
公制规格压铆螺母性参数:
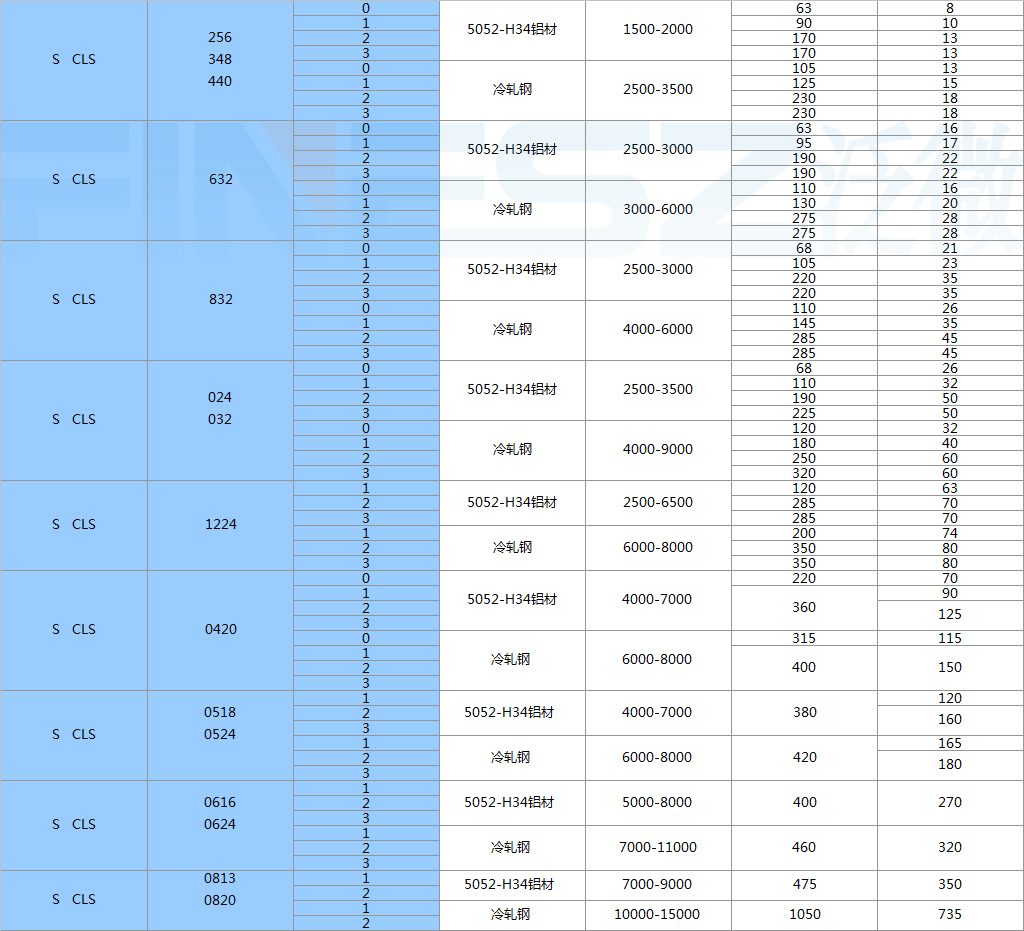
美制压铆螺母的性能参数:
SP压铆螺母的性能与参数:


压铆螺母展示与应用
碳碳压铆螺母S型:


不锈钢压铆螺母:

应用示例: