津上S205A走机加工如下一款不锈钢轴的程序与说明

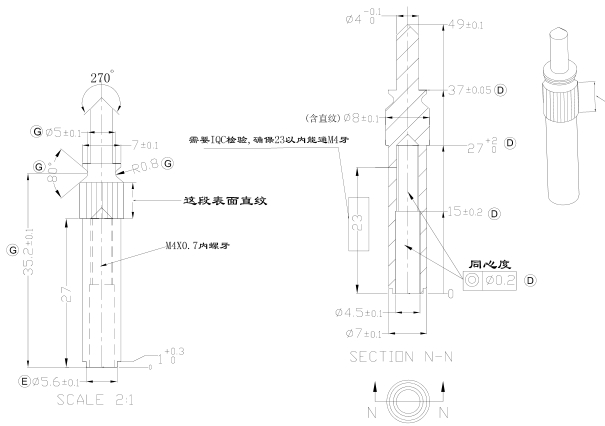
图纸如下:
加工设备:

加工现场视频:
原料为不锈钢直纹棒8.0
主轴与备轴的程序如下:
| 主轴 | 备轴 | ||
| 程序 | 说明 | 程序 | 说明 |
| % | 开始 | O0004 | 程序号 |
| O0004 | 程序号 | G0T0G99G18 | G0快速定位 T0取消刀补 G18 XZ平面选择 |
| M94 | 调用9004子程序(详见O9004程序) | G310Z300.0T9900 | G310:加工原点复位 Z300:移动到Z300 T9900 回备轴原点 |
| /M90004 | 调用备轴程序0004(见右边的备轴程序) | ||
| M61 | 送料机转矩 ON | ||
| G99G0T0G18 | G99:每转进给 G0:快速定位 T0:取消刀补 G18:Z-X平面选择 | ||
| M5 | 主轴停,切削液停 | ||
| M11 | 主轴夹头松开 | ||
| G300X-1.0Z52.9T0700 | G300:原点复位 X-1.0:7号刀位置 Z52.9:夹头预留长度 T0700:7号刀 | ||
| G150Z-0.1 | G150:(配合G300)Z轴坐标系设定 Z-0.1:预留修面长度 | ||
| M0 | 程序停止 | ||
| M10 | 夹头夹紧 | ||
| M08 | 切削液开 | ||
| G4U0.2 | 等待0.2秒(可能是等主轴夹紧) | ||
| G0Z-1.0 | 7号刀退出1.0(实为主轴缩进1.0,下同) | ||
| X120.0T0 | 7号刀快速退到X120 T0取消刀补 | ||
| /M500 | 等待标记500 | /M500 | 等待号 |
| M1 | 本段落结束 | M01 | |
| T0505M13S3000 | 5号刀修面 | T3333M104S3000 | 33号刀 反转3000 |
| G0Z0.0 | M08 | 切削液开 | |
| X8.5 | G0Z0.1X10.0 | 定位 | |
| G99G1X-0.5F0.05 | |||
| G0Z-2.0 | G99 | 车外圆 | |
| X100.0 | G1X9.0F0.01 | ||
| M1 | G1X-0.2F0.01 | ||
| G1X6.0F0.1 | |||
| T1111M13S2000 | 11号钻头打中心 | G1Z-12.05F0.05 | |
| G0Z-1.0 | G1X7.0F0.1 | ||
| X0.0 | G0Z0.0X7.0 | ||
| G1Z2.5F0.02 | G1X0.0Z0.0F0.1 | ||
| G0Z-3.0 | G1X4.03Z-2.0F0.02 | ||
| M1 | G1Z-12.1F0.05 | ||
| G1X6.7F0.05 | |||
| T1212M13S2500 | 12号钻头打孔 | G1X7.12Z-12.5F0.05 | |
| G0Z-1.0 | G1W-2.0F0.01 | ||
| X0.0 | G0X7.5Z4.0 | ||
| G83Z15.8Q3000F0.09 | G0X60.0 | ||
| G80 | G0Z30.0 | ||
| G0Z-3.0 | G28W0.0 | 参考点复位(即T3333这个参考点取消了) | |
| M1 | M1 | 结束 | |
| T1313M14S3000 | 13号钻头打孔 | T3300 | 呼叫刀号(再次以T3300为参考点) |
| G0Z-1.0 | G0X153.0 | 定位 | |
| X0.0 | G0Z280.0 | 定位 | |
| G1Z14.0F0.5 | M21 | 开夹 | |
| G83Z31.0Q1000F0.05 | G4U0.2 | 等0.2秒 | |
| G80 | M78 | 推料 | |
| G0Z-3.0 | G4U0.2 | 等0.2秒 | |
| M5 | M79 | 推料杆退回 | |
| M1 | G4U0.2 | 等0.2秒 | |
| G28W0.0 | 参考点复位(取消T3300的参考点) | ||
| T1414M13S800 | 14号丝攻攻牙 | T9900 | 备轴回原点 |
| M08 | M18 | 传送带开启 | |
| G0Z-1.0 | M01 | 结束 | |
| X0.0 | |||
| G4U2.0 | |||
| G0Z13.0 | T9900 | 备轴回原点 | |
| G4U2.0 | G28W0.0 | 参考点复位(取消T3300的参考点,实际上面已取消过了) | |
| M29S600 | |||
| G84Z26.5P800F0.7 | |||
| G80 | |||
| G0Z-5.0 | |||
| X50.0 | |||
| M1 | |||
| T0505M13S3500 | 5号车外面 | ||
| G0Z-0.5X5.2 | |||
| G1Z0.0F0.08 | |||
| G1Z0.4X5.6F0.06 | |||
| G1Z1.15F0.06 | |||
| G1X6.8F0.08 | |||
| G1W0.1X7.0F0.06 | |||
| G1Z27.0Z27.05F0.06 | |||
| G1X7.8F0.06 | |||
| G1W0.1X8.0F0.05 | |||
| G1W2.0F0.06 | |||
| G0X12.0 | |||
| M1 | |||
| T0303M13S3200 | 3号刀车圆弧 | ||
| G0Z34.0 | |||
| X8.5 | |||
| G1Z34.48X8.0F0.05 | |||
| G1X4.9W1.3F0.03 | |||
| G03W1.0R0.8F0.03 | |||
| G1X8.0W1.3F0.03 | |||
| G0X10.0 | |||
| M5 | |||
| M1 | |||
| T0707M03S0 | 7号刀 正转 转速0 | ||
| G0X9.0 | 定位到X9 | ||
| Z50.49Y0.2 | 定位到50.49(产品总长49+切断刀1.49) Y2:往上调整0.2去断料点 | ||
| /M501 | 等待号501 | /M501 | |
| /M56 | 主备轴相位同期 ON | G98G0Z50.0 | 快速定位到Z50 |
| G1Z15.5F5000 | 慢速定位到Z15.5的夹紧位置 | ||
| /M502 | 等待号502 | /M502 | |
| /M20 | 备轴夹紧 | ||
| G4U0.2 | 等0.2秒 | ||
| M13S2500 | 主轴正转2500(注,因前面加了M56,此时备轴也同时转) | ||
| /M53 | 速度达到确认 | ||
| G99G1X-1.0F0.01 | 7号刀切断 | ||
| /M42 | 差速式切断检验 | ||
| M57 | 主副轴相位同期OFF | ||
| M5 | 主轴停止 切削液停 | ||
| /M503 | 等待号503 | /M503 | |
| G0Z300.0T0 | 定速定位到Z300 取消刀补 | ||
| /M504 | 等待号504 | /M504 | |
| M95 | 送料机缺料检查开始 | M30 | 结束 |
| /M92 | 调用O0002程序(详见O0002子程序) | % | |
| M96 | 送料机缺料检查结束 | ||
| M11 | 主轴松开 | ||
| M97 | 计数 | ||
| M30 | 结束 | ||
| T0707M13S2500 | 调机用的切断程序 | ||
| M10 | |||
| G0X9.0 | |||
| G99G1X-1.0F0.05 | |||
| M05 | |||
| M11 | |||
| M30 | |||
| % | |||
O9004子程序如下(O9004的作是防止开机撞刀):
| % | 说明 |
| O9004 | |
| #100=#5023 | Y坐标 |
| #101=#5021 | X坐标 |
| IF[#100 GT 105.5] GOTO 500 | 如果Y坐标>105.5,跳到N500 |
| IF[#100 LT 104.0] GOTO 500 | 如果Y坐标<104,跳到N500 |
| IF[#101 LT 120.0] GOTO 501 | 如果X坐标<120,跳到N501 |
| M99 | 子程序终止并返回 |
| N501 | |
| M98 P9008 | 调用O9008子程序 详见O9008 |
| M30 | 结束 |
| N500 #3000=26(T07) | 报警 |
| % |
O9008子程序(O9008属于O9004的子程序,严格来说算是孙子程序了),作用是当7号刀Y轴在正准的坐标而X轴不在正确的坐标时,切断料头:
| % | |
| O9008 | 程序号 |
| M10 | 闭夹 |
| M03S3000 | 正转3000 |
| G28U0.0 | 回归X轴的机械原点 |
| T0707 | 呼叫7号刀 |
| /M8 | 开油 |
| G0X27.0 | 定位 |
| G1G99X-1.0F0.02 | 切断 |
| M05 | 停转 |
| M11 | 松夹 |
| M30 | 结束 |
| % |
O0002子程序如下(O0002的作用是换料时切断料头):
| % | 说明 |
| O9002 | 程序号 |
| G0X120.0W-1.0 | 定位X120 Z-1.0 |
| M9 | 切削液关 |
| M3S200 | 正转 200 |
| G98G1W-30.0F3000 | 主轴Z缩进30 |
| M60 | 送料机转矩OFF |
| M11 | 主轴夹头打开 |
| G4U0.5 | 等0.5秒 |
| M62 | 送料机开始更换材料 |
| G4U0.5 | 等0.5秒 |
| M10 | 主轴夹紧 |
| G4U0.5 | 等0.5秒 |
| M60 | 送料号转矩OFF |
| G98G1W30.0F3000 | 主轴出来30 |
| T0707M13S2000 | 7号刀正转 |
| G0X27.0 | 7号刀定位到X27 |
| G99G1X-1.0F0.03 | 切断 |
| M5 | 主轴停 |
| M99 | 子程序终止并返回 |
| % |