本标准解决的是什么问题?
螺纹规(尤其是止规)多少圈止住算是合格?止规几颗牙算合格?本标准给出了标准答案:2颗牙止住算合格!(具体见下面表1)。
以下是GB3934具体内容:
本标准是参照1SO1502—78《普通米制螺纹检验》制订的。它适用于检验GB196—81《普通螺纹基本尺寸》和GB197-81《普通螺纹公差与配合》用的螺纹量规。根据使用性能分为工作螺纹量规、验收螺纹量规和校对螺纹量规。
工作螺纹量规:系指操作者在制造工件螺纹过程中所用的螺纹量规。
验收螺纹量规:系指检验部门或用户代表在验收工件螺纹时所用的螺纹量规。
校对螺纹量规:系指在制造工作螺纹量规时和检验使用中的工作螺纹量规是否已经磨损所用的螺纹量规。
1总则
- 1.1本标准规定的数值是以标准的测量条件为准,温度为20度,测量力为零。
- 1.2螺纹量规的名称、代号、功能、特征及使用规则见表1。
表1
| 螺纹量规名称 | 代号 | 功 能 | 特 征 | 使用规则 |
|---|---|---|---|---|
| 通端螺纹塞规 | T | 检查工件内螺纹的作用中径和大径 | 完整的外螺纹牙型, 见图3 | 应与工件内螺纹纹旋合通过 |
| 止端螺纹塞规 | Z | 检査工件内螺纹的单一中径 | 截短的外螺纹牙型, 见图5 | 允许与工件内螺纹两端的螺纹部旋合,旋合量应不超过两个螺距,对于三个或少三个螺距的工件内螺纹,不应完全旋合通过。(兄弟们这句是重点 |
| 通端螺纹环规 | T | 检査工件外螺纹的作用中径和小径 | 完整的内螺纹牙型,见图4 | 应与工件外螺纹旋合通过 |
| 止端螺纹环规 | Z | 检查工件外螺纹的单一中径 | 截短的内蟝纹牙型, 见图6 | 允许工件外螺纹两端的螺纹部分旋合,旋合量应不超过两个螺距,对于三个或少于三个螺鉅的工件外螺纹,不应完全旋合通过。(这也是重点 |
| 校通螺纹塞规-通 | TT | 检査新的通端螺纹环规的作用中径 | 完整的外螺纹牙型, 见图3 | 应与新的通端螺纹环规旋合通过 |
| 校通螺纹塞规-止 | TZ | 检査新的通端螺纹环规的单一中径 | 截短的外蜾纹牙型,见图5 | 允许与新的通端螺纹环规两端的螺纹部分旋合,但旋合量应不超 过一个螺距 |
| 校通螺纹塞规-损 | TS | 检査使用中通端螺纹环规的单一中径 | 截短的外螺纹牙型,见图5 | 允许与通端螺纹环规两端的螺纹部分旋合,但旋合量不应不超过一个螺距 |
| 校止螺纹塞规-通 | ZT | 检査新的止端螺纹环规的单一中径 | 完整的外螺纹牙型, 见图3 | 应与新的止端螺纹环规旋合通过 |
| 校止螺纹塞规-止 | ZZ | 检査新的止端螺纹环规的单一中径 | 完整的外螺纹牙型,见图3 | 允许与新的止端螺纹环规两端的螺纹部分旋合,但旋合量不应不超 过一个螺距 |
| 校止螺纹塞规-损 | ZS | 检査使用中止端螺纹环规的单一中径 | 完整的外螺纹牙型,见图3 | 允许与止端螺纹环规两端的螺纹部分旋合,但旋合量不应不超过一 个螺距 |
- 1.3本标准中所应用的符号及其代表的名称或意义见表2
表2
| 符号 | 代表的名称或意义 |
|---|---|
| b1 | 完整的内螺纹牙型在大径处的间隙槽宽度 |
| b2 | 完整的外螺纹牙型在小径处的间隙槽宽度 |
| b3 | 截短的内螺纹牙型大径处或截短的外螺纹牙型小径处的间隙槽宽度 |
| D 、d | 分别为 工件内螺纹和工件外螺纹的大径 |
| D | 工件内螺纹的小径 |
| D2、d2 | 分别为工件内螺纹和工件外螺纹的中径 |
| es | 工件外螺纹的基本偏差 |
| E1 | 工件内螺纹的基本偏差 |
| F1 | 在截短螺纹牙型的轴向剖面内,由中径线和牙侧直线部分顶端(向牙顶一侧)之间的径向距离 |
| F2 | 在截短螺纹牙型的轴向剖面内,由中径线和牙侧直线部分末端(向牙底一侧)之间的径向距离 |
| H | 原始三角形高度 |
| m | 由通端或止端螺纹环规中径公差带的中心线分别到“校通一通”蜾纹塞规或“校止一通”螺纹塞规中径公差带中心线之间的距离 |
| P | 螺距 |
| S | 截短螺纹牙型的间隙槽相对于螺纹牙型的允许偏移量 |
| T a1/2 | 完整螺纹牙型的半角公差 |
| T a2/2 | 截短螺纹牙型的半角公差 |
| T cp | 校对螺纹塞规的中径公差 |
| T D2 Td2 | 分别为工件内螺纹和工件外螺纹的中径公差 |
| TP | 螺纹量规的螺距公差 |
| T PL | 通端和止端蜾纹塞规的中径公差 |
| T R | 通端和止端螺纹环规的中径公差 |
| W GO | 由通端螺纹环规或通端螺纹塞规中径公差带的中心线到其磨损极限之间的距离 |
| W NG | 由止端螺纹环规或止端螺纹塞规中径公差带的中心线到其磨损极限之间的距离 |
| Z PL | 由通端螺纹塞规中径公差带的中心线到工件内螺纹中径下偏差之间的距离 |
| Z R | 由通端螺纹环规中径公差带的中心线到工件外螺纹中径上偏差之间的距离 |
| T d | 工件外螺纹大径公差 |
| T D1 | 工件内螺纹小径公差 |
- 1.4螺纹合格与不合格的判断
一个外螺纹,在用本标准的通端螺纹环规和止端螺纹环规检验时符合表1中相应的使用规则,并用本标准附录A的通端光滑环规(或卡规)和止端光滑卡规(或环规)检验时符合表A1中相应的使用规则,则判定外螺纹为合格。
一个内螺纹,在用本标准的通端螺纹塞规和止端螺纹塞规检验时符合表1中相应的使用规则,并用本标准附录A的通端光滑塞规和止端光滑塞规检验时符合表A1中相应的使用规则,则判定内螺纹为合格。
- 1.5为了减少检验中发生争议,操作者在制造工件螺纹过程中,应使用新的或者磨损较少的通端螺纹量规和磨损较多或者接近磨损极限的止端螺纹量规。对于检验部门或者用户代表在验收下件螺纹时应使用磨损较多或者接近磨损极限的通端螺纹量规和新的或者磨损较少的止端螺纹量规。
- 1.6当检验中发生争议时,若判断工件螺纹为合格的螺纹量规是符合本标准规定的,则该工件螺纹应作为合格处理。
2公差
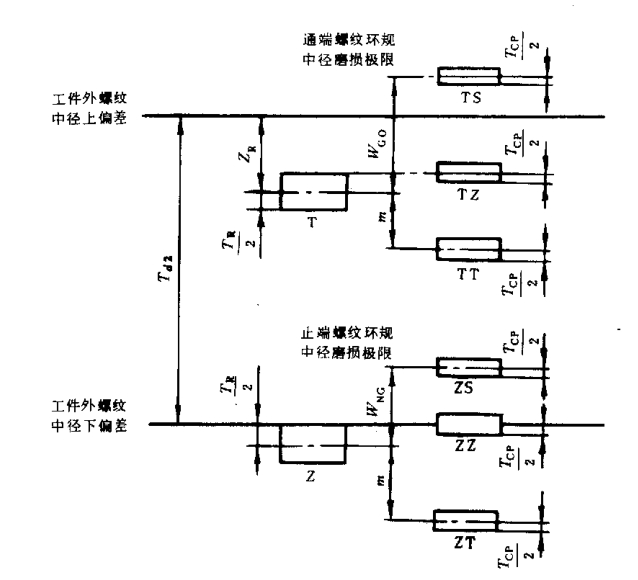
- 2.1检验工件外螺纹用的螺纹环规和螺纹环规用的校对螺纹塞规中径公差带图见图1。
- 2.2检验工件内螺纹用的螺纹塞规中径公差带图见图2

- 2.3螺纹量规的中径公差和有关的位置要素值见表3。
表3
| 工件内、外螺纹的 中径公差TD2 Td2 | T r | T PL | T CP | m | Z R | Z p L | W GO 通端 | W NG 止端 | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 螺纹环规 | 螺纹塞规 | 螺纹环规 | 螺纹塞规 | |||||||
| 24至50 | 8 | 6 | 6 | 10 | -4 | 0 | 10 | 8 | 7 | 6 |
| 大于50至80 | 10 | 7 | 7 | 12 | -2 | 2 | 12 | 9.5 | 9 | 7.5 |
| 大于80至125 | 14 | 9 | S | 15 | 2 | 6 | 16 | 12.5 | 12 | 9.5 |
| 大于125至200 | 18 | 11 | 9 | 18 | 8 | 12 | 21 | 17.5 | 15 | 11.5 |
| 大于200至315 | 23 | 14 | 12 | 22 | 12 | 16 | 25.5 | 21 | 19.5 | 15 |
| 大于315至500 | 30 | 18 | 15 | 27 | 20 | 24 | 33 | 27 | 25 | 19 |
| 大于500至670 | 38 | 22 | 18 | 33 | 28 | 32 | 41 | 33 | 31 | 23 |
更多内容请查看以下PDF文档(也可以直接下载该标准GB3934):